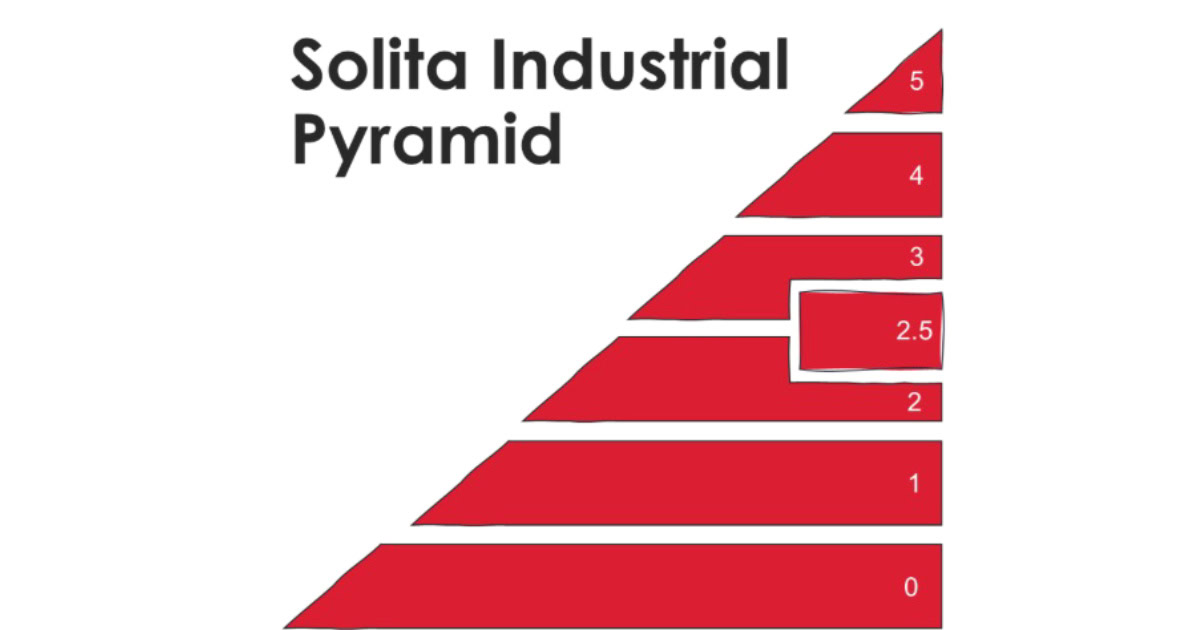
In the first post of this blog series, we explored the lower layers of the Solita Industrial Pyramid, where physical interaction, sensing and control take place. These layers (levels 0, 1 and 2) form the foundation of the entire industrial environment, capturing the data and executing the physical actions that everything else depends on.
In this second part, we move one step upward to levels 2.5 and 3. Here, manufacturing transitions from pure physical execution into digitally coordinated operations, data consolidation and cross-site orchestration. These levels connect the machinery of the factory floor to the systems that manage, optimise, and increasingly automate production across entire organisations.
As before, we use the fictional ACME manufacturing corporation as a recurring reference point. ACME is a global company operating in ship construction, chemical production, plastics manufacturing and food processing. Because their operations span discrete, continuous and configure-to-order manufacturing, they face the full complexity of modern industrial systems, making them a useful illustration of the challenges discussed here.
The role of Level 3 in the ISA-95 hierarchy
Level 3 corresponds to the manufacturing execution system (MES) layer in the ISA-95 functional model. While the previous post examined the physical world of machines and controls, Level 3 focuses on digital execution: the planning, coordination and monitoring of production processes.
MES is responsible for translating high-level business plans into concrete, actionable operations. It ensures that production orders, materials, equipment availability, quality constraints and operator responsibilities come together in a coherent sequence that can be executed on the shop floor in real life.
In a company like ACME, ERP systems define what needs to be produced and when, but they do not understand the practical constraints of production environments. The chemical division’s batch reactors, the food division’s packaging lines and the shipyard’s welding bays each operate under entirely different rules and rhythms. MES provides the operational intelligence required to manage this diversity. It gives structure, context and traceability to events on the factory floor and integrates tightly with the systems below.
This is essential for efficient operations and for enabling the digital insights that higher layers rely on. Without the context provided by MES, raw signals from Levels 1 and 2 remain just that, raw signals. MES creates the link between machine-level events and the business processes they support.
Why ERP or IoT cannot replace MES
It can be tempting for organisations to think that either ERP or modern IoT platforms can serve as a substitute for MES. After all, ERP already plans production, and IoT systems collect real-time data from machinery. But neither system can coordinate production effectively on its own.
ERP doesn’t see the real-time constraints of the factory. It doesn’t consider changeover complexity, shift timing, equipment warm-up, sanitation requirements or maintenance windows. When ACME tried relying on ERP alone in one of its plastics plants, local teams quickly developed spreadsheet-based workarounds to fill the gaps. These “shadow systems” soon became difficult to maintain and introduced inconsistencies between sites.
IoT platforms, on the other hand, can excel at data collection but don’t understand what is being produced, how work is sequenced or under which operational parameters it should run. A temperature reading from a reactor or vibration data from a packaging line only becomes meaningful when linked to the product, batch, order and configuration. MES provides this foundation.
Data collection, the edge and the need for context
As industrial organisations pursue advanced analytics, predictive maintenance and AI-assisted operations, the importance of consistent and high-quality data grows rapidly. The information required for these capabilities originates at the edge: within sensors, PLCs and local control systems.
However, edge data alone is rarely sufficient. What matters is the combination of raw machine signals with contextual information about the production process. For example, ACME’s food division cannot train reliable AI models to predict machine stoppages by relying solely on sensor data. They also need to know what product was being run, under what environmental conditions, during which operator’s shift, and with which configuration. This context is provided by Level 3 systems.
MES therefore serves as the bridge between the fast, local world of automation and the analytical capabilities of cloud platforms. It gathers and organises the data necessary for OEE calculations, performance analysis and long-term optimisation.
Why modern industrial systems need a new 2.5-layer?
The ISA-95 model provides structure, but modern industrial environments have evolved beyond what the original hierarchy anticipated. Organisations like ACME have grown through acquisitions, resulting in factories that run different automation technologies, different versions of control systems, and different MES implementations.
This fragmentation makes it difficult to consolidate data or build analytics that work consistently across multiple sites. Even within a single division, ACME sees variations in how data is collected, stored and interpreted.
Meanwhile, the demand for data flows that bypass traditional layers is increasing. Predictive maintenance models often require high-frequency signals that should go directly from the edge to the cloud. Sustainability reporting requires environmental data that does not need to pass through MES at all. And many production systems generate information that must be available beyond the factory.
Level 2.5 addresses these challenges by introducing a modern OT data platform between the automation world and the execution world. It acts as a unifying layer that can gather data from diverse edge systems, maintain resilience during network interruptions and provide a harmonised structure for cloud-based analytics.
This allows organisations to benefit from global insight without replacing local systems. In ACME’s case, the chemical division’s historians, the shipyard’s robotics interfaces and the food division’s automation tools can all feed data into a single coherent OT platform even as each site continues to operate its own legacy systems.
Why MES alone cannot solve today’s data challenges
MES remains essential, but it was never designed for cross-site data consolidation or cloud-scale analytics. Its primary role is execution, not universal data aggregation.
In many companies, MES implementations differ between sites, vendors, versions and configurations. Asking MES to harmonise data across divisions with vastly different processes, batch, continuous and discrete, creates complexity and cost without necessarily improving performance.
Level 2.5 complements MES by taking responsibility for data unification and cloud integration, enabling both operational stability and analytical scalability. It ensures that a vibration signal from a motor in one facility can be interpreted using the same structure and meaning as a similar signal from another site. This consistency is critical for effective AI, reporting and enterprise-wide optimisation.
How Level 2.5 works in practice
Level 2.5 operates both locally and centrally. At the edge, it collects data from diverse systems, stores it safely during outages and applies basic contextualisation to ensure that signals remain meaningful. In ACME’s chemical plants, this allows sensor data to be captured reliably even when network disruptions occur.
In the cloud, Level 2.5 becomes a harmonised data environment that supports analysis, modelling, simulation and decision-making across all business units. Engineers working on maintenance analytics can access production data from multiple plants without needing to understand the details of how each automation system works. This reduces the friction between sites and supports ACME’s broader goals for digitalisation.
What the future looks like for Levels 2.5 and 3
As automation becomes more advanced and industrial systems increasingly rely on fault tolerance, hybrid architectures and AI, the roles of levels 2.5 and 3 will continue to grow in importance. Factories are moving toward environments where real-time decisions, data transparency and autonomous optimisation are expected capabilities rather than ambitions.
One clear trend is the rise of generative artificial intelligence as a tool for operational guidance. While predictive models have long been used to warn operators about potential failures, generative AI can go further by proposing concrete actions, drafting shift instructions, or suggesting configuration changes that consider both machine-level signals and historical patterns. In a diverse organisation like ACME, where one site might run a batch chemical process and another a configure-to-order assembly line, generative AI can adapt its recommendations to each environment because it is fed with harmonised data from level 2.5. This ability to synthesise context-specific insights helps teams respond to issues faster and with greater confidence.
Another direction is the increasing use of digital twins. As level 2.5 provides a consistent data foundation across multiple plants, it becomes easier to build virtual representations of production lines, equipment systems or even entire facilities. These twins allow companies to simulate process changes, evaluate production scenarios and explore “what-if” analyses without disrupting operations. For ACME, a digital twin of a plastics extrusion line, for example, could reveal how small parameter adjustments influence output quality or energy consumption. At the shipyard, a digital twin might help plan complex assembly sequences or optimise resource allocation. These virtual environments become practical only when real operational data is available at the scale and consistency that level 2.5 provides.
A third development shaping the future is the gradual movement toward lights-out manufacturing, where certain processes run with minimal or no on-site human presence. Fully autonomous factories remain rare, but selective automation of night shifts, remote monitoring of repetitive processes, and autonomous material flows are increasingly common. Even partial steps toward lights-out operation require a robust execution layer and highly reliable data flows. Level 3 ensures that processes are orchestrated in a safe and predictable manner, while level 2.5 provides the real-time operational insight needed to detect deviations, trigger automated responses and escalate issues to remote operators when necessary. In practice, this means that a facility can maintain production through the night or during periods of limited staff availability, supported by systems that anticipate problems and react automatically.
The intersection between IT and OT will therefore become even more critical, and successful organisations will treat Level 2.5 as a shared responsibility rather than a question of ownership. ACME’s ongoing work to align operations teams with IT functions reflects a broader trend across industry: collaboration is becoming a prerequisite for digital success. Levels 2.5 and 3 will not only support the future of production but actively shape it by enabling the intelligence, transparency and autonomy that advanced industrial systems increasingly require.
How we support this transition
Levels 2.5 and 3 require expertise across industrial automation, cloud architecture, data engineering, connectivity, AI and operational governance. Solita brings together these competencies to help organisations modernise their industrial systems while respecting the realities of existing operations.
We’ve developed a plethora of solutions for different kinds of industrial companies to ease the challenges that stem from multi-site structure and legacy systems. We also take the development of industrial skillsets seriously, as this is only the beginning of the industrial data revolution. The trend seems to be the increasing need for data solutions that enable fast data lanes from low-level devices to various needs.
We help manufacturers like ACME overcome data silos, harmonise operational information, build scalable edge and cloud platforms, and create architectures that support advanced analytics and future automation. This ensures that the higher layers of the Solita Industrial Pyramid (execution, optimisation and intelligence) can operate on a solid foundation built from Levels 0 to 2.
As the series continues, we will move further up the pyramid to explore the enterprise and business layers, closing the loop between operations, planning and long-term value. Read part 3.